Por

6 min reading
 5.0
5.0
6 min reading
By José Fernando Raizer
Tuesday, 06, September, 2022Open letter to a Factory Manager
Assuming the titles don´t mean the same thing in different organizations, this article identifies the figure of the "factory manager" as the person who is directly responsible for the entire food production process until dispatch.
Assuming the titles don´t mean the same thing in different organizations, this article identifies the figure of the "factory manager" as the person who is directly responsible for the entire food production process until dispatch.
The functions of the factory manager are carried out right at the point where the company's plans translate into action. The failure or success of these plans depends on the energy and skill with which human, financial, raw material and equipment resources are applied to developing the products and services provided by the company.
As the economy grows, the need for these resources to be well-used increases even more.I n general, business management is currently facing situations of profit margin compression, which requires strict compliance with the budget, which must be constantly reconciled with cost reduction.
New manufacturing processes require more complicated equipment and tighter controls on quality. The community, the Ministry of Agriculture, and other regulatory bodies at every level expect the factory to reduce pollution, dust emissions, and noise and maintain the quality of its effluents at increasingly demanding levels.
Good manufacturing practices went from 'desirable' to 'mandatory' status…
In addition, the procedures, reports, audits, and controls seem to multiply at a very fast pace.The purpose of this article is to help the factory manager list and prioritize this set of responsibilities and duties so that it is easy to understand the relationship between them and to specify the managerial tools that he will need to handle all of this.
We also need to address the basic responsibilities of the factory manager and his relationship with other departments in the company.
PRODUCTION FUNCTION
Production work can be simply defined as 'making products of assured quality, in the required time, at the lowest possible cost, safely and with good employee relations.'
The factory manager has to transmit the knowledge and information acquired in his operation to the competent areas, which can help in new products and processes development, in addition to protecting the company against the obsolescence of equipment and methods.
The factory manager also has to be cautious and efficient in applying the resources entrusted to him, and to use money wisely by recommending the purchase of equipment labor-saving, reliable, inexpensive and infrequently maintained. And that, in addition, offers flexibility for future expansion.
Maintaining a good relationship with employees is no longer considered a simple 'collateral' or secondary activity of the manager. It must include, in addition to the employees, a good relationship with the entire community where the factory is located, including neighbors, civil authorities, the professional and business community, minority groups, as well as those related to the environment...

The factory manager is expected to deliver results in six basic areas:
Production, Quality, Costs, Safety, Maintenance, and Relationship with employees.
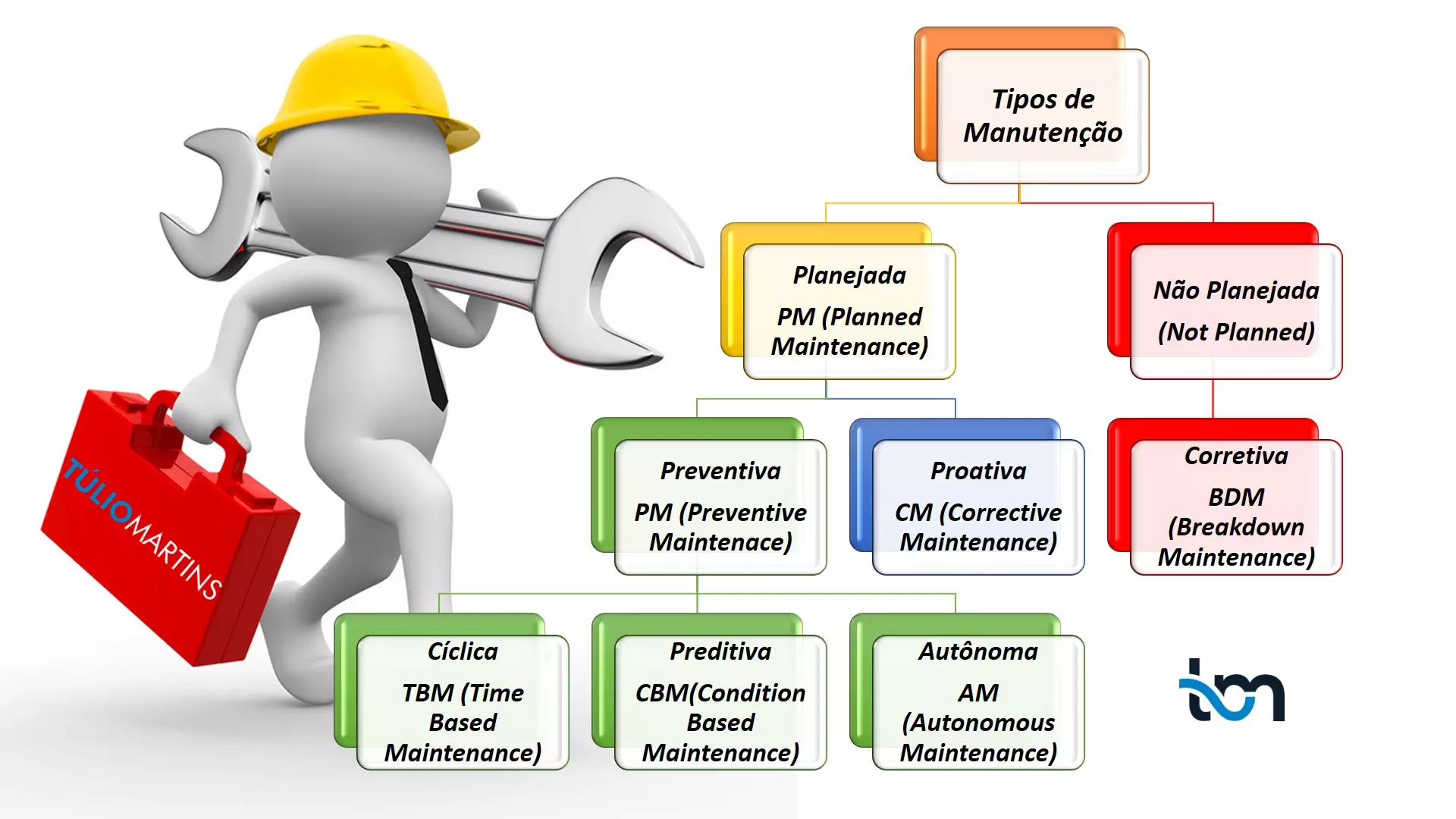
Another responsibility of the factory manager is to accurately determine the plant production capacity. This is essential for the company to make the right decisions regarding its market strategy. When doing this, you must take into account the time losses that naturally occur during the process, preventive maintenance times, cleaning, etc.
QUALITY
The factory manager is responsible for establishing a program that involves and commits all production personnel to follow the standards of the process without "shortcuts" or personal deviations...
Instilling respect for total quality puts great pressure on the factory manager's leadership skills and is a full-time task...
COSTS
Producing at the lowest possible cost is the most obvious element of the factory manager's responsibility. Another responsibility is to generate or actively participate in the annual budget preparation for all areas of the factory, from the reception of raw materials, production and all its processes, maintenance, and even shipping, and then keep track of these expenses within those established limits, throughout the year.
The factory manager will only be successful in this task if he creates a strong sense of cost and value consciousness in his team. Finally, the factory manager needs to participate in the company's capital investment program development. He needs to recommend new factories or equipment to expand production, reduce costs, increase quality and improve services, meet the requirements of government regulatory agencies, and even propose outdated equipment replacement.

SAFETY AT WORK
From a humane standpoint, the factory manager must do whatever is necessary to prevent physical harm or death to his employees. However, the simple 'humanitarian feeling' is not enough. There must be adequate training programs, equipment that minimizes risks, personal protective equipment, etc.
All this must be part of an annual investment program duly presented and approved by the company's Board of Directors. The so-called 'housekeeping' is also the responsibility of the factory manager. It is impossible to maintain quality and safety in environments full of dust leaks, spills, and piles of garbage and unusable material in the corners…
Workforce morale and efficiency are bad when the factory is not permanently cleaned. Giving that "general treatment" to the factory sporadically is not "good practice"... It seems obvious to say this, but frequently, there are cases in which factories work at the absolute limit of their capacity without proper maintenance, and therefore, the obsolescence process accelerates terribly.
It is good to remember that the decision to work without performing adequate preventive maintenance is made by the company's Board of Directors, and should not be made by the factory manager. It is up to him to communicate adequately and with the necessary frequency to the Board that the process of working in an 'overcapacity' regime can generate a great cost in the future.
EMPLOYEE RELATIONS
It's not the factory manager's job to keep everyone happy; that's impossible, but it's your job to put employee relations on a foundation consistent with company goals. There are at least 4 result areas (three of them measurable) through which we can judge the performance of the factory manager in the item "Relationships with employees":

- The factory operation is not interrupted by events derived from bad relations with the employees.
- The atmosphere in the factory is not one of abandonment but of a collective sense of purpose. This is subjective but easily noticeable to those who know a little about the factory.
- When the company/employee relationship is compromised by conflicts such as strikes, the voice of the factory manager is respectfully heard and taken into account.
- Companies with good relationships with their employees tend to have a low rate of absences, delays, and employee turnover.
THE SCIENCE OF MANAGEMENT
After reading this list of responsibilities and knowing there are still many more, the factory manager can easily deduce that: "Managing is doing things through people...", and making high use of morality and commitment to the right thing.
Planning, organization, and control are the essential activities for this. The factory manager sets the 'tone' of the work environment by showing how much energy he puts into his own work, how determined he is to achieve his goals, and by demonstrating his ability to plan, organize, and control events.
If the manager demands high performance from his subordinates, he has to set even higher performance standards... The phrase 'Do what I say, not what I do' is not the motto of a successful manager!!!
- Demands the same professionalism from those who report. A maintenance supervisor who is not able to explain why he spends so much on a certain area or piece of equipment does not deserve this position.

- Surround yourself with competent people because, in the end, your team is what determines who you are.
- Do not work firefighting on a break/fix/fire/hire basis.
- Although not required, make an annual, detailed budget monthly, from maintenance to general factory expenses.
- Have an ally in the nutrition/formulation area. It will need your formal endorsement to justify a thermal process improvement, a new type of extruder die, and a new and more efficient type of coated hammer for grinding that contributes to proper DGM (Medium Geometric Diameter), a liquid adder, etc.
- Take advantage of the best of others: you are not an expert in everything. In the training program for your employees, ask the formulator for help in talks for operators.
- Salary is not the only motivating factor for an employee; attention is essential, and nothing better than a well-functioning training program to show that you value your team.
- Invite suppliers' personnel, and use consultants available from suppliers of premixes, amino acids, vaccines, and acidifiers….
- If you do not already know, learn immediately how to do ROI calculation, PERT network, and problem analysis.
- Stay up to date on courses, congresses, and everything that can contribute to your development and that of your team.
And above all, replicate what you are learning with your team. For anything that costs money, submit a spreadsheet with the expected benefit and your commitment that it will happen.
In the absence of high rates of return on investment, justify what the factory needs based on the argument of QUALITY / SAFETY ASSURANCE, and do it in a formal way, with at least a well-done SENSITIVE ANALYSIS.
SUCCESS!!!
By: Fernando Raizer
You could be interested: Interzoo 2024: History in the making

About author
José Fernando RaizerSince April 2002 - Director of Raizer Consultoria, Projetos e Formaçãos ltda. Member of the Technical Committee of the Brazilian College of Animal Nutrition. Speaker at the Brazilian College of Animal Nutrition - CBNA Author of periodical technical articles for the magazines PET FOOD BRASIL (Editor Stilo), INDUSTRIAL POULTRY AND INDUSTRIAL SWINECULTURE (Editor Gessuli), and ALL EXTRUDED MAGAZINE, Argentina. From March 1994 to September 2001: Production and Engineering Director at Agribrands PURINA BRASIL (7 Factories). From October 1986 to February 1994 Regional Director (Business Units) in the Midwest and Rio de Janeiro regions (Purina plants in Ribeirão Preto, Inhumas and Volta Redonda) - Brazil Education: Chemistry (ETECAP), Administration with specialization in Systems Analysis (PUCC), Specialization in Process Engineering for the production of animal nutrition at Checkerboard Square Plaza – Ralston Purina – Saint louis, USA







Publisher Contents
Market Information

 5.0
5.0
15/04/2024
Flagship event for the pet supplies industry: world-leading fair Interzoo 2024 sold out


Videos
Next videos
Next videos






Events



Seminar extrusion Extru-Tech - Pto. Vallarta 2024

May 29 to 31, 2024

Krystal Hotel , Puerto Vallarta, México
EXPO PACK - México 2024
June 04 to 07, 2024
EXPO Santa Fe - CDMX, Mexico.


Foro Mascotas 2024
June 26 to 28, 2024
Expo Guadalajara, Jalisco, México.

Magazine

Advertising